






آبکاری الکتریکی یا electroplating چیست؟
مقدمه
رسوب گذاری الکترولیتی یک روش قدرتمند و تطبیق پذیر جهت پوشش دهی سطح می باشد. خواص مهم رسوب های الکترولیتی شامل مقاومت سایشی، سختی، شکل پذیری، تخلخل، تنش های داخلی، چسبندگی پوشش و مقاومت به خوردگی است. همه این خواص و مشخصات می توانند به وسیله انتخاب مناسب یک تعدادی از متغیرها از قبیل دما، غلظت اجزاء، PH الکترولیت، چگالی جریان، شرایط جریان الکترولیت و استفاده از افزودنیهای الکترولیت تغییر کنند. ایجاد یک پوشش سطح به روش رسوب گذاری الکترولیتی ممکن است شامل یک تعداد از فرآیندهای مهم باشد، شامل آماده سازی زیر لایه، تشکیل پوشش و پرداخت نهایی .
ضخامت رسوب داده شده به وسیله انجام عملیات برای یک زمان ثابت و هم چنین در یک چگالی جریان ثابت کنترل میگردد. همانطور که از قانون فارادی الکترولیزها بر می آید، برای یک فلز در نظر گرفته شده(M) که از محل یون هایش(MZ+) رسوب کرده رابطه زیر برقرار است .
Mz+Ze- -----> M
تحت شرایط پایدار و با چگالی جریان ثابت (I)، نرخ ضخامت پوشش (X)، با زمان توسعه پیدا می کند که به وسیله معادله زیر توصیف می گردد.

در جایی که M جرم مولی مواد است، ∅ راندمان جریان، ρ چگالی لایه صفحه ای شده،A فضای رسوب گذاری شده، z تعداد الکترون های انتقال داده شده و F ثابت فارادی می باشد. از این رو با فرض راندمان جریان 100% با یک چگالی جریان داده شده و دانستن فضای الکترود، ضخامت پوشش با زمان می تواند برای هر فلزی تثبیت گردد که این برای انتخاب موادی که از چگالی جریان 1 آمپر بر دسی متر استفاده می کنند، ضخامت رسوب می تواند از چند تک لایه تا صدها میکرومتر تغییر کند. دو فرض وجود دارد.
1- راندمان جریان 100%،که این فرض نمی تواند واقعی باشد، اگرچه رسیدن به راندمان100% در بعضی از سیستم ها ممکن است به دست آید.
2- چگالی رسوب با چگالی فلز خالص در تعادل است.که همچنین این مورد نیز در ازای تخلخل بالایی که بعضی از رسوب ها دارند ضروری نمی باشد.
نرخ رسوب گذاری پوشش های فلزی مختلف بر اساس زمان در راندمان 100% و چگالی جریان 1 آمپر بر دسی مترمربع
|
فلز رسوب داده شده |
تعداد الکترون z |
جرم مولی (g mol−1) |
چگالی (g cm−1) |
نرخ رسوب گذاری (μm h−1) |
|
کادمیوم |
2 |
4/112 |
65/8 |
3/24 |
|
کروم |
3 |
52 |
19/7 |
9 |
|
کروم |
6 |
52 |
19/7 |
5/4 |
|
کبالت |
2 |
9/58 |
80/8 |
5/12 |
|
مس |
1 |
5/63 |
93/8 |
5/26 |
|
مس |
2 |
5/63 |
93/8 |
3/13 |
|
نیکل |
2 |
7/58 |
91/8 |
3/12 |
|
نقره |
1 |
9/107 |
5/10 |
3/38 |
|
روی |
2 |
4/65 |
19/7 |
1/17 |
چگالی و راندمان جریان پوشش هایی که به صورت رسوب الکترولیتی هستند با افزایش چگالی جریان کاهش پیدا می کنند. به صورت عمومی نیاز هست که جهت تزئین و زیبایی رسوب های الکترولیتی، این رسوب ها صاف و بدون نقص باشند و به صورت آینه ای پرداخت شده باشند. زمانی که مهندسی نیازی به پوشش های تزئینی خاصی ندارد، رسوب ها به صورت نوعی، باید یکنواخت و فشرده باشند. همچنین باید همه زیر لایه ها را پوشش بدهند. بعضی از رسوب گذاری های واسطه، منجر به رسوب گذاری الکترولیتی برروی پوشش های سطح غیر قابل پذیرش می گردند. این مورد هم چنین با استفاده از چگالی های جریان زیاد نیز رخ می دهد که باعث ایجاد رسوبهای غیر منظم می گردد . روش پر کاربرد برای توسعه و تغییر ساختار و پیدایش رسوب های الکترولیتی، یکپارچه کردن افزودنی ها در حمام آبکاری الکتریکی است.
شکل زیر اثرات چگالی جریان زیادی و استفاده از افزودنی ها روی ریخت شناسی رسوب الکترولیتی که منجر به لایه ها می شوند را نشان می دهد.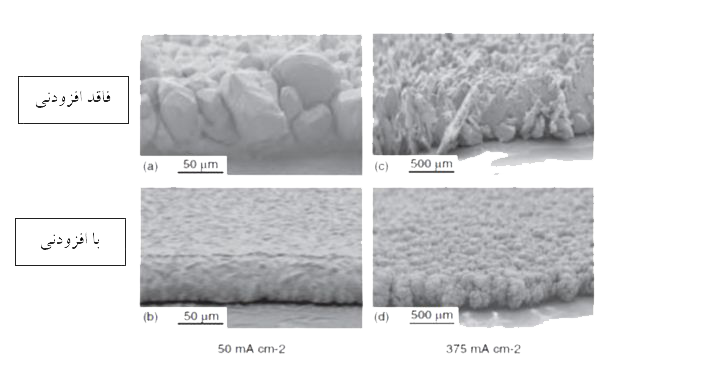
به علاوه فلزات خالص، آلیاژها ( دوگانه، سه گانه و پیچیده )، لایه های اکسید، پلیمرهای رسانا و لایه های کامپوزیت با استفاده از روش های الکترولیتی می توانند تولید گردند.
یک محدوده وسیعی از کاربردهای مهندسی می توانند به وسیله روش رسوب گذاری الکترولیتی تولید گردند و شامل پوشش های رسانا برای صنعت الکترونیک، لایه های تریبولژیکال برای مهندسی مکانیک و ساختارهای نانو برای شبه رساناهای مغناطیسی مخصوص و کاربردهای بصری می باشد.
پوشش ها به فلزی،کامپوزیت و آندی شده گروه بندی میگردند،که این گروه بندی با تأکید بر روی ارتباط بین شرایط فرآیند و مشخصات رسوب می باشد.
رسوب گذاری الکترولیتی می تواند به دو روش مجزا تقسیم بندی گردد:
1- رسوب الکترولیتی: اجزاء یونی قابل حل که عمدتاً یون های فلزی هستند در کاتد کاهش پیدا میکنند و در ته نشین شدن یک لایه رسوب الکترولیتی شده از محلول الکترولیتی به دست میآیند. آند نیز میتواند قابل حل یا غیر قابل حل باشد.
2- رسوب الکتروفورتیک: ماده ای که رسوب کرده است، در الکترولیت به صورت یک پودر ریز موجود می باشد. جذب انتخابی که روی ذرات انجام شده است، جداسازی یون ها از ذرات، تقابل با مولکولهای دو قطبی یا انتقال الکترون ها در محلول همگی باعث ایجاد بار در ذرات میگردند. هنگامی که یک بار سطحی اعمال می گردد، پتانسیل الکتریکی بین آند و کاتد در ابتدا باعث جدایش سطحی که پوشش دهی شده است می گردد.
پوشش های الکترولیتی در دسته بندی های متفاوتی می توانند اعمال گردند. محدوده آنها از لایه های همگن ساده تا رسوب های چند گانه پیچیده، می باشد .
از مزیت های تکنیک های رسوب گذاری الکترولیتی به عنوان پوشش می توان به موارد زیر اشاره کرد.
- کنترل ضخامت به عنوان تابعی از زمان.
- کنترل نرخ رسوب گذاری به وسیله تنظیم چگالی جریان.
- توانایی توقف فرآیند رسوب گذاری بوسیله خاموش کردن جریان.
به هر صورت بعضی از محدودیت ها نیز وجود دارد که شامل:
- یک تأمین جریان نیروی مستقیم به طور عمومی مورد نیاز است .
- توزیع جریان می تواند یکنواخت باشد.
- یک زیر لایه رسانا مورد احتیاج است، اگرچه فلزی کردن غیر رساناها اثبات شده است.
رسوب الکترودی می تواند برای کاربردهای خاص مناسب سازی گردد.

سختی ویکرز برای تعدادی از پوشش های خالص و آلیاژی
ریخت شناسی و خواص پوشش های فلزی رسوب الکترودی شده مطابق با بسیاری از فاکتورها که شامل ترکیب حمام الکترولیت، روش پوشش دهی، ضخامت رسوب و دمای الکترولیت است تغییر می کنند. به عنوان یک مثال شکل بالا سختی ویکرز را برای یک تعدادی از فلزات و آلیاژهای پوشش های رسوب الکترولیتی شده نشان می دهد.